एनएसई श्रृंखला स्टेनलेस स्टील कन्वेयर चेन Z लिफ्ट चेन पहनने के प्रतिरोध
-
प्रमुखता देना
स्टेनलेस स्टील बाल्टी लिफ्ट चेन
,खनन बाल्टी लिफ्ट चेन
,Z लिफ्ट चेन पहनने का प्रतिरोध
-
उत्पाद का नामस्टील कन्वेयर चेन
-
सामग्रीस्टेनलेस स्टील
-
आवेदनखनन और धातु प्रगलन
-
विशेषतापहनने के प्रतिरोध
-
प्रकारचेन बकेट लिफ्ट के भाग
-
उत्पत्ति के प्लेसचीन
-
ब्रांड नामWS
-
मॉडल संख्याएनएसई
एनएसई श्रृंखला स्टेनलेस स्टील कन्वेयर चेन Z लिफ्ट चेन पहनने के प्रतिरोध

एनएसई श्रृंखला स्टेनलेस स्टील कन्वेयर चेन Z लिफ्ट चेन पहनने के प्रतिरोध
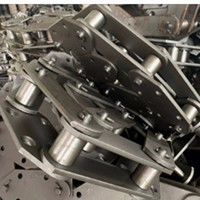
बकेट लिफ्ट चेन विवरणः
औद्योगिक कन्वेयर चेनइसकी उच्च शक्ति, आसान स्थापना, स्थायित्व, मज़बूती और गर्मी और जंग प्रतिरोध के लिए अत्यधिक मान्यता प्राप्त है।यह बाल्टी लिफ्ट श्रृंखला विभिन्न विनिर्देशों में उपलब्ध है रॉक-नीचे की कीमत पर ग्राहकों की विविध आवश्यकताओं को पूरा करने के लिए.
बाल्टी लिफ्ट चेन विनिर्देश:
| मॉडल | पिच | आंतरिक खंड की चौड़ाई | रोलर का बाहरी व्यास | पिन व्यास | पिन की लंबाई | चेन प्लेट चौड़ाई | चेन प्लेट की मोटाई | चौड़ी चेन प्लेट | चेन बकेट स्थापना आयाम |
| एनएसई200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | 100×105 |
| एनएसई300 | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | 100×105 |
| एनएसई400 | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | 125×130 |
| एनएसई500 | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | 125×130 |
| एनएसई700 | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | 125×130 |
| एनएसई800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | 150×170 |
| एनएसई1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | 150×170 |
![]()
बाल्टी लिफ्ट चेन प्रसंस्करण प्रौद्योगिकीः
1लिंक प्लेटें
1.1 सीएनसी प्लाज्मा कटर या बड़े हाइड्रोलिक प्रेस द्वारा 16 मिमी या उससे अधिक मोटाई के लिंकिंग प्लेट, ताकि चिकनी सतह और सामग्री की ताकत को प्रभावित करने वाले छोटे दरारों को सुनिश्चित किया जा सके।लिंक प्लेटें जिनकी पिच छेद पूर्व-छिद्रित या अर्ध-नाजुक छिद्रित हैं, छिद्रित या हाइड्रोलिक प्रेस द्वारागर्मी उपचार के बाद, वे थर्मल उपचार के माध्यम से इलाज कर रहे हैं।सीएनसी मशीनिंग केंद्रों द्वारा ठीक पीस पिच छेद यह सुनिश्चित करने के लिए कि लिंक प्लेट और पिन / आस्तीन के साथ फिट डिजाइन आवश्यकता को पूरा कर सकते हैं, गर्मी उपचार से आयाम परिवर्तन के कारण विचलन को समाप्त करने के लिए, पिच आकार की गारंटी। प्रत्येक लिंक प्लेट पिच विचलन ≤0.03 मिमी है।
1.2 16 मिमी से कम मोटाई के लिंक प्लेटों को पंचरों द्वारा संसाधित किया जाता है। लिंक प्लेटों (सीएनसी मशीनिंग केंद्र द्वारा पीस नहीं किए गए) को पूर्व-पंच किया जाता है, आधा ठीक छिद्रित किया जाता है, पिच छेद के लिए ठीक छिद्रित किया जाता हैकुल मिलाकर तीन बार पंच किया गयाश्रृंखला भागों की विधानसभा से पहले, लिंक प्लेटों के लिए एक फ्लैटिंग प्रक्रिया होती है।सीएनसी मशीनिंग केंद्र द्वारा पीस लिंक प्लेटों पूर्व छेद और पिच छेद के लिए आधा ठीक छेद कर रहे हैं, फिर थर्मल उपचार द्वारा इलाज किया जाता है।यह सुनिश्चित करने के लिए सीएनसी मशीनिंग केंद्रों द्वारा मिलिंग पिच छेद कि फिट लिंक प्लेट और पिन / आस्तीन के साथ डिजाइन आवश्यकता को पूरा कर सकते हैं, गर्मी उपचार से आयाम परिवर्तन के कारण विचलन को समाप्त करने के लिए, पिच आकार की गारंटी। प्रत्येक लिंक प्लेट पिच विचलन ≤0.03 मिमी है।
2विशेष उपकरण द्वारा सामग्री काटने के बाद, पिन, आस्तीन और रोलर सीएनसी lathes और मिलिंग मशीनों द्वारा मशीनिंग कर रहे हैं, भागों उच्च परिशुद्धता मशीनिंग है।
3. पिन: एक छोर घाट के सिर है दूसरा सपाट है, पिन सामग्री का व्यास तैयार उत्पाद के आकार से बड़ा है,ठंडे खींचने वाले गोल इस्पात के बजाय जो तैयार उत्पाद के प्रसंस्करण के आकार के करीब है.
4संसाधित पिन को दो बार विशेष गर्मी उपचार द्वारा समाप्त किया जाता है, यह सुनिश्चित करने के लिए कि पिन के कोर में अच्छे यांत्रिक गुण हैं, और सतह में उच्च कठोरता है (सतह कठोरता एचआरसी 56 ~ 58) ।पिन सतह के पहनने के प्रतिरोध में सुधार.
5. आस्तीनः आस्तीन की सतह सीएनसी लेथ द्वारा लथिंग है,सामग्री की सतह की decarburized परत को हटाने और अस्थिर सामग्री द्वारा प्रभाव को खत्म करने के लिए (सामग्री आपूर्तिकर्ताओं decarburization परत की गहराई की गारंटी नहीं कर सकते). आस्तीन के पहनने के प्रतिरोध को बेहतर बनाने के लिए आस्तीन के समग्र शमन या कार्बोराइजिंग उपचार (एचआरसी 58 ~ 62) को मशीनीकृत करने के बाद।
6रोलरः ब्रेक टेंशन <2000kN रोलर के लिए, मशीनिंग के बाद समग्र शमन गर्मी उपचार, सतह कठोरता लगभग HRC50 तक पहुंच सकती है।कम कार्बन मिश्र धातु स्टील के साथ ब्रेक टेंशन > 2000kN रोलररोलर के समग्र प्रदर्शन में सुधार के लिए, मशीनिंग के बाद सतह कार्बोराइजेशन उपचार (एचआरसी 58 ~ 62) ।
7. सभी भागों को गर्मी उपचार के बाद इम्पेलर ब्लास्टिंग द्वारा इलाज किया जाता है, ताकि गर्मी उपचार से उत्पन्न आंतरिक तनाव को समाप्त किया जा सके और सतह पर अशुद्धियों को हटाया जा सके;एक ही समय में भागों को नग्न आंखों से जाँच की जा सकती है कि क्या माइक्रो-क्रैक और अन्य दोष हैं.
8. विधानसभा से पहले सभी पिन 100% चुंबकीय डिटेक्टर परीक्षण कर रहे हैं, मामले में दोष को समाप्त करने के लिए जो सामग्री दोष से पिन टूटने के लिए नेतृत्व किया।
9सभी इकट्ठे प्लेट चेन को पूर्व खिंचाव द्वारा संरेखित किया जाता है, पिच विचलन का पता लगाया जाता है, और प्रत्येक प्लेट चेन के विचलन को अनुमत सीमा के भीतर नियंत्रित किया जाता है।
हमारे उत्पाद पूरी दुनिया में बेचे जाते हैं। आप हमारे उत्पादों की पूरी प्रक्रिया के बारे में निश्चिंत हो सकते हैं।